
Четырехсторонний станок MBQ418Ex4A
- Модель:
- Артикул:
Четырехсторонний станок MBQ418Ex4A принадлежит к легкой серии оборудования и предназначен для профильной и плоскостной обработки пиломатериала с 4-х сторон за один проход с целью получения изделий высокого качества с точными геометрическими размерами (половой доски, вагонки, наличников, брусков, плинтуса и прочих фасонных изделий)
Применяется на предприятиях для получения изделий высочайшего качества с точными геометрическими размерами в столярном, мебельном производстве и домостроении.
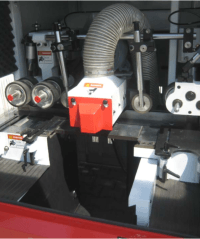
Принцип обработкиMBQ418Ex4A:

| Технические характеристикиMBQ418Ex4A | |
Максимальная ширина обработки, мм | 180 |
Минимальная ширина обработки, мм | 20 |
Максимальная толщина обработки, мм | 100 |
Минимальная толщина обработки, мм | 8 |
Общее количество шпинделей | 4 |
Скорость вращения шпинделей об/мин | 6800 |
Скорость подачи материала, м/мин | 6-24 |
Диаметр шпинделей, мм | 40 |
Диаметр инструмента, мм: Нижний гор. шпиндель | 125 |
Мощность шпинделей, кВт: первый нижний гор.шпиндель | 4,0кВт |
Общая мощность | 20,45кВт |
Диаметр маховика, мм | 140*35*50 |
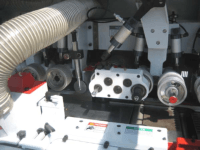
Диаметр трубы отвода опилок, мм | 120 |
Размер станка, мм | 3040*1600*1680 |
Упаковочный размер, мм | 3150*1700*2040 |
Общий вес, кг | 2800 |
Особенности конструкции MBQ418Ex4A:
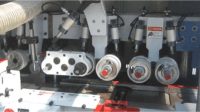
| Высокоточныешпиндели Позволяют достигать безупречного качества строгания с точностью до 0,01 мм. Шпинделя собраны с применением самых точных в мире подшипников известной фирмы SKF (Швеция) и не требуют смазки в процессе эксплуатации. Перед установкой на станок, все шпинделя проходят предварительную обкатку. Стандартная частота вращения шпинделя 6000 об/мин. По запросу частота вращения может быть увеличена до 7 500 об/мин. Каждый шпиндель оснащен четырьмя разнесенными подшипниками, реальное биение шпинделя 0.001мм. |
| Цифровая система позиционирования шпинделей Настройка всех шпинделей легко производятся с передней панели станка не открывая защитного кожуха. Гофрированные чехлы предотвращают попадание стружки и опилок на механизмы перемещения шпинделей. |
| Подающий стол Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты толстым слоем твердого хрома (0.3 мм) для достижения повышенной износоустойчивости. |
| Настройка направляющей линейки Настройка направляющей и подающего стола легко производится посредством рычагов быстрой настройки. |
| Цельнолитая чугунная станина, прошедшая специальную термообработку Обеспечивает максимальную стабильность и надежность, полностью исключает возможность возникновения вибрации даже при обработке массивных заготовок. |
| Эргономичная контрольная панель управления Разработана с учетом мировых тенденции в станкостроении, для максимальной защиты и удобства управления станком. |
| Пневматическая система прижимных вальцов Прижим подающих вальцов осуществляется с помощью пневмоцилиндров, обеспечивающих стабильное и равномерное усилие прижимных вальцов. |
| Дополнительная панель управления Необходима для быстрой и удобной работы в режиме перенастройке станка. |
| Механизм подачи коротких заготовок Специально разработанный механизм подачи коротких заготовок позволяет обрабатывать заготовки длинной от 180 мм при подачи торец в торец, и от 250 мм при подачи одной заготовки. |
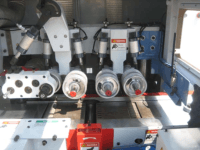
| Высокоточная, надежная система подачи заготовок Приводные верхние рифленые ролики на входе + нижний приводной рифленый ролик позволяют обрабатывать массивные заготовки и заготовки естественной влажности. |
| Деликатная и надежная система подачи детали на выходе из станка На выходе заготовку протаскивают две пары высокопрочных полиуретановых роликов, не позволяющие повредить заготовку + нижние приводные, гладкие вальцы. |
| Пневматическая система прижимных подающих роликов Три независимых пневматических контроллера управляющие прижимом протягивающих роликов обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне. Настройка прижимных роликов производится быстро и удобно с операторского места, при этом открывать защитный кожух не надо. |
| Редукторная система приводов спаренных роликов через карданные валы Обеспечивает надежную передачу крутящего момента. Усиленный безлюфтовый редуктор обеспечивает мощную и стабильную подачу заготовок. |
| Бесступенчатая регулировка скорости подачи Позволяет оператору оперативно без открытия кожуха осуществлять регулировку скорости подачи в зависимости от поставленных целей с помощью вариатора(0-24 м/мин или инвертора (опция) с центральной панели управления. |
| Специальная конструкция первого шпинделя Установка на первый шпиндель пазовой фрезы и специальная линейка позволяет формировать на заготовки сразу две базовых поверхности, что значительно повышает точность и качество обработки. |










 По Екатеринбургу Яндекс Доставка в пределах ЕКАД (в течении дня) : 500 руб.
По Екатеринбургу Яндекс Доставка в пределах ЕКАД (в течении дня) : 500 руб.
 По Екатеринбургу СДЭК (1-2 дня) : от 200 руб.
По Екатеринбургу СДЭК (1-2 дня) : от 200 руб.
- По Свердловской области и ближайшим областям СДЭК, Деловые Линии, ЛУЧ (2-3 дня) : от 300 руб
- По России СДЭК, Деловые Линии, ЛУЧ : от 300 руб.
- Самовывоз : бесплатно